TLT-Turbo GmbH today announced that their Bad Hersfeld site have donated 1.500€ for the nursing staff at the Klinikum Hersfeld Hospital’s Covid-19 intensive care unit. The intention behind the donation is to show support to these nurses who have worked tirelessly to see the local community through the Covid-19 pandemic and to provide the funds needed to ensure that they take some time out for themselves.
The funds were donated by TLT-Turbo Bad Hersfeld and were handed over by Site Manager, Christian Kosack, on 15th December 2021 at Klinikum Hersfeld.
“As part of our annual budget, we allocate a certain amount to giving back to this community that surrounds our operation. Today’s donation amounts to half of our annual budget which we specifically allocated to those who have been on the frontline of fighting the pandemic. It was important to us that these funds directly to the nursing staff instead of the hospital. We believe that the ICU nursing staff deserve not only the funds handed over, but also to be recognised by businesses in the community for all that they have done,” said Kosack.
The funds were handed over to Frank Heenes, Ward Manager of the Intensive Care Unit 1 of the Klinikum Bad Hersfeld and will be used to host a special summer event for the intensive care unit staff. “Our intention was that the staff benefit directly from the donation and that the funds be used to somehow honour them. This is our way of thanking them for their valuable and exhausting work and to be able to give something directly back to them,” Kosack explains.
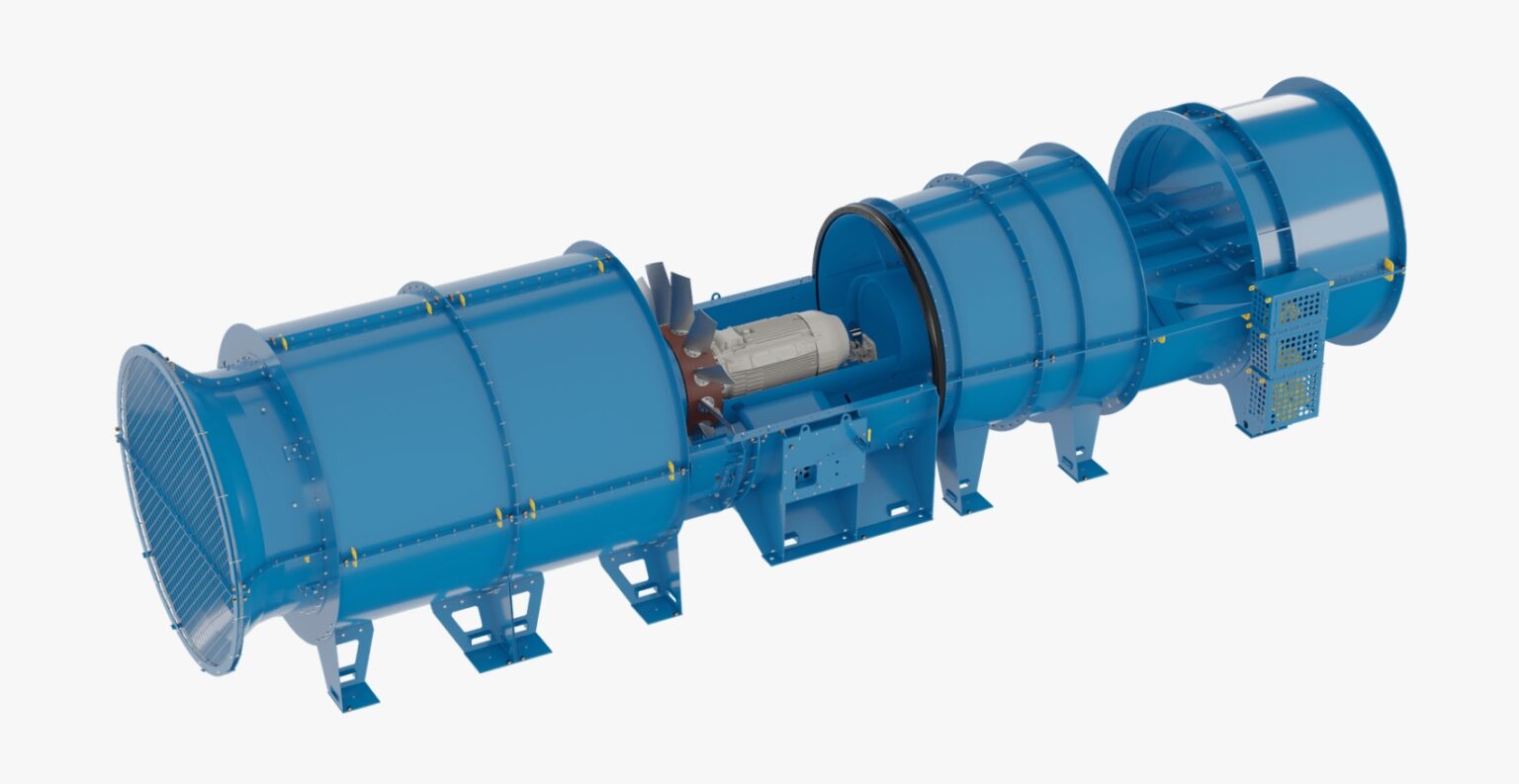
TLT-Turbo have released a modular mining ventilation fan concept that simplifies the planning of ventilation systems for customers while still providing the benefits that are synonymous with TLT-Turbo products including increased efficiency and lower power consumption. The Modular Mining Fan concept offers a range of modular solutions that cater to almost every ventilation requirement and aims to set a new standard for mine ventilation innovation.
The range offers a modular design that results in a well-engineered and efficient ventilation system at lower operational and maintenance costs. Customers have the flexibility to order required units and build on the system as their requirements grow – resulting in lower initial expenditure with more economical options for system expansion.
German engineering and extensive R&D have resulted in the highest product quality. This, paired with TLT-Turbo’s field-proven technology, provides a high-end pre-existing solution which means that mines will not incur the design and engineering costs that are usually associated with bespoke ventilation installations.
The modular concept makes it extremely convenient for customers in the mining industry to plan, design and optimize their ventilation systems to optimally benefit their operations. The modular approach eliminates guess work and ensures that the entire system can be planned to deliver predictable and accurate performance.
The modular design offers seven base fan sizes combined with six different hub sizes to ensure the right fit for all requirements. Numerous customizable and adaptable parts offer flexibility for specific customer needs. Add-ons have been developed for all seven base sizes allowing for modular pre-existing upgrades to meet individual requirements.
The modular components are designed to slot together, and no additional engineering is needed to ensure that different modules fit together to suit a specific operating environment. The advanced design ensures total fan efficiency of up to 90%, lowering the operating costs while maintaining full performance. This entire offering is available at lower initial costs with short lead times for supply.
All the modular components can be manufactured simultaneously and are commissioned and installed once completed. Expansion of an existing TLT-Turbo Modular Mining Fan system is a simple process as new components are slotted into the existing system with minimal effort. Typically, ventilation systems need to grow or be upgraded as production demands increase. Where a major overhaul would usually be required, TLT-Turbo’s modular installation can be expanded by installing additional components to the existing system to scale up ventilation capacity or replace existing modules with higher specifications to optimise or upgrade the system.
With the modules being manufactured at state-of-the-art TLT-Turbo manufacturing facilities, customers can be assured of the highest quality end product. Continual monitoring, testing and quality checks are conducted at every stage of the manufacturing process. Well considered opportunities for varied combinations ensure shorter manufacturing and delivery lead times at lower costs to get your project running faster and smoother.
In November 2018,TLT-Turbo completed the installation of a Medium Flow range MVR Turbo Fan at the Frischli factory in Rehburg-Loccum, Germany. The fan has been running at Frischli for almost 3 years, providing reliable, silent performance without any need to maintain the fan bearing, making it an ideal use case for demonstrating TLT-Turbo’s capabilities in the food and beverage industry.
TLT-Turbo has been gathering data from the Frischli facility on the performance of the fan since 2018 and will continue to do so in order to compile a case study demonstrating the cost savings for Frischli and listing the ways in which their production has benefited from the use of the TLT-Turbo MVR fan. This will support the efforts of the MVR department’s sales drive as it will provide clear evidence of the ways in which TLT-Turbo is redefining mechanical vapor recompression in the food and beverage industry.
“Our Medium Flow MVR range is ideally suited to facilities such as the one at Frischli’s headquarters,” says Mario Schmidt, Head of Business Segment Vapor Fans. “The higher efficiencies delivered by these fans makes us more competitive in the small to medium mass flows market where many potential clients in dairy, food and beverage or pharmaceutical production are positioned.”
For over 120 years, Frischli, an owner-managed company has been producing dairy products that meet the highest requirements of quality, sustainability, and taste. The company’s headquarters are located in Rehburg-Loccum near Hanover where they produce a range of products including long-life milk, powdered milk and cream. Milk drinks such as cocoa, powdered milk, puddings and yogurt as well as a wide range of dairy products for gastronomy and catering are also produced.
The relationship between Frischli and TLT-Turbo is likely to become a long-standing relationship as the two companies share a focus on driving on innovation. Frischli is one of the most modern and efficient dairies in Germany. This, according to Schmidt, is one of the reasons that they were so quick to adopt the new MVR technology of the TLT-Turbo range.
“A clear demonstration that we share a mutual belief in innovation and technological advancements in food production equipment, is the fact that Frischli has also agreed to be a reference client for TLT-Turbo. This means that we will be able to visit the premises with potential clients to show them the MVR fan in action,” Schmidt reveals.
He also notes that they were delighted with the fan’s features, particularly when it comes to maintenance. Frischli has a number of MVR fans installed at their factory from another supplier. When the time came to conduct annual maintenance of all the fans running at the facility, the advanced technology of the TLT-Turbo MVR range became apparent.
“As part of the annual maintenance of the other MVR fans, our technicians asked me if they should include the TLT-Turbo MVR in the maintenance schedule. They were very surprised to learn that this MVR fan does not require maintenance. Only the seal rings should be replaced if there are leaks and a grease cartridge should be screwed on for the motor. This saves a lot of time and money,” says Henrike Kaluza, Project Manager at Frischli.
She goes on to elaborate on the time and costs savings that can be achieved with the TLT-Turbo MVR fan. “The regular maintenance of the other two MVR fans we are running costs between 8,500 to 9,000 Euro per year, or around roughly 4,500 Euro per fan”. As the TLT-Turbo fan does not need this kind of maintenance for at least ten years, the savings are measured at a total value of 45,000 Euro per fan for this period. It saves production time too, as the eventual maintenance on the TLT-Turbo fan does not require a full day of downtime.
The fact that the TLT-Turbo MVR fans do not require an oil change is highly valuable to operators in the dairy, food and beverage and pharmaceutical industries. “In a clean environment, not having to introduce chemicals such as oil to the environment when maintaining crucial equipment is highly valuable. In addition, this makes our fans kinder to the environment as well. Other fans on the market consume around 40 to 60 liters of oil per year or 400 to 600 liters over 10 years whereas our fans consume 60 to 120 gram of grease over a ten year period,” explains Schmidt.
Kaluza also provided positive feedback regarding the TLT-Turbo fan’s performance. “The efficiency of the fan is an improvement on the model that it replaced. The realized savings of electrical costs are at 8,700 Euro per year and without the allowances from our combined heat and power plant, the savings would even be around 12,000 Euro per year”.
“Considering these improvements and adding the other advantages of the machine, such as the low noise level or the absence of oil, we are very satisfied with the TLT-Turbo fan and we are very glad to have chosen it,” Kaluza concludes.
Energy technology is undergoing global transformation. Rapidly expanding renewable energy and other, more volatile power generation plants require significantly higher flexibility of conventional plants. This has resulted in a number of new challenges for ventilation equipment, including:
An increased number of start and stop operations
Fewer full-load hours
Increased partial load operation
Lower exhaust gas temperatures due to residual heat utilization
Smaller gap to acid dew point
These factors cause an increased load on the systems which carries increased risk of corrosion during operation. This favors dew point corrosion, which can lead to total failure of fans and system components.
TLT-Turbo offers you a tailor-made solution for your plant by implementing effective corrosion protection measures to maintain uptime of your fans.
Efficient Protection against Corrosion
TLT-Turbo Corrosion Protection for fans includes two key actions: Preventing corrosion where possible and protecting components where corrosion cannot be prevented.
Avoiding corrosive conditions:
Preventing or reducing leakage of sealing air
Heating of fan components
Optimization of insulation
Use of corrosion resistant materials:
Weather resistant steel
Polymers and polymeric coatings
Stainless steel
Ni-based coatings or base materials
In order to select the measures suitable to preventing and addressing corrosion on fans operating at your facility, TLT-Turbo conducts an individual corrosion risk assessment. This assessment is based on your operational and environmental conditions.
TLT-Turbo provides further support by conducting an analysis of your specific operating conditions, e.g. on a dew point measurement based on a plant inspection.
Contact TLT-Turbo to discuss your corrosion protection needs and to find the right service package to suit your on-going requirements.
Optimal Protection against Corrosion for Existing Plants
TLT-Turbo conducts corrosion risk assessments and implements suitable preventative measures when designing and manufacturing new fans. These measures can also be carried out when retrofitting existing plants or as part of preventative maintenance during a scheduled shutdown.
Contact your service representative or the TLT-Turbo Service Department for more information on conducting a tailored risk assessment at your facility.
A strategic partnership between TLT-Turbo GmbH, global ventilation equipment manufacturer and Mosen Ltd, a leading tunnel ventilation innovator, will offer advanced technology delivered by the innovative MoJet® tunnel ventilation system.
The MoJet® has been developed through a close cooperation between engineers and the R&D teams at TLT-Turbo and Mosen Ltd, as well as renowned universities. Through extensive research and testing, the two firms jointly developed this innovative product for tunnel ventilation.
“TLT-Turbo was initially approached by Dr. Fathi Tarada, Mosen Ltd Managing Director and Chief Technologist for MoJet® Ventilation, about testing for his new product. What followed was a complete reimagining of tunnel ventilation systems,” says TLT-Turbo Business Head for Tunnel and Metro, Jürgen Steltmann.
According to Lars Lehmann, TLT-Turbo Tunnel & Metro Product Manager, what differentiates the MoJet® is its ability to increase aerodynamic thrust and deliver incredible ventilation performance while consuming less power.
“Conventional Jet Fans are the standard means of providing longitudinal ventilation in tunnels. However, they suffer from the following significant disadvantage compared to the MoJet®,” Lehmann explains. “Thrust is lost due to friction between the jet and the tunnel surfaces. Typically, 30% to 50% of thrust is thereby lost.”
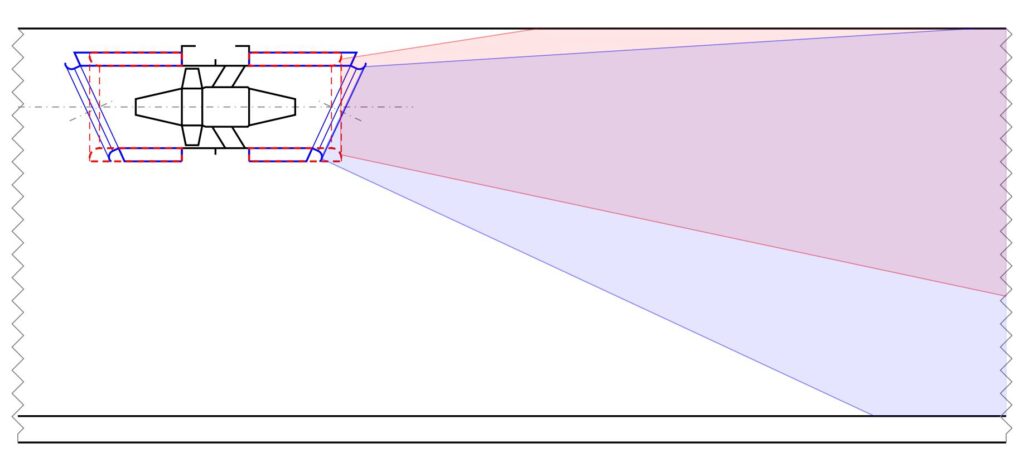
The reversible MoJet® tunnel ventilation system can increase in-tunnel aerodynamic thrust by up to 50%, with reduced power consumption. To achieve such a significant improvement in performance, the MoJet® uses shaped nozzles which turn the jet flow away from the tunnel soffit and walls. This reduces surface friction, minimizing the Coanda Effect, where a reduction in static pressure due to the high jet velocity tends to deflect the jet towards any solid surface. The MoJet® represents a significant improvement over older technologies to reduce the Coanda effect, such as slanted silencers and jet flow deflectors.
“Major infrastructure projects must demonstrate sustainability and value for money while delivering the required performance. That is why we have developed the MoJet®, an innovative tunnel ventilation system which has been installed worldwide,” says Dr. Tarada. “The innovative design results in markedly improved energy efficiency and fewer or smaller jet fans being required to provide the same degree of ventilation, as verified by independent measurements in full-scale tunnels.”
Dr. Tarada adds that MoJets® do not encroach upon the traffic envelope and can be installed very close to tunnel walls and soffits, reducing space requirements and construction costs.
Comparison of the jet and jet diffusion of Jet Fans with standard silencers (red) and MoJet® –silencers (blue) in a tunnel.
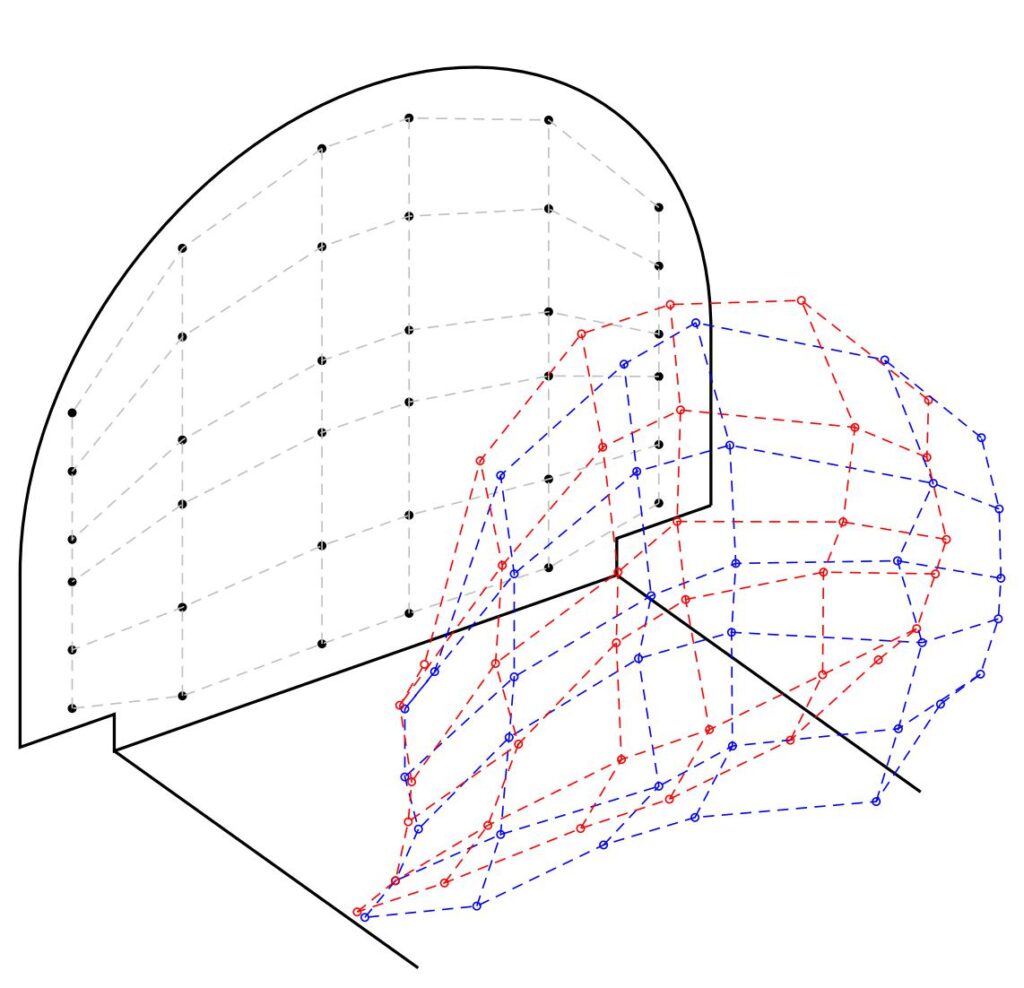
Direct comparison of the two velocity profiles for the measurement with standard silencer (red) and with MoJet® – silencer (blue)
Tried and Tested
Earlier this year, TLT-Turbo undertook an extensive series of laboratory tests and site tests within the Rendel Street branch of the Mersey Queensway Tunnel in Northwest England on a 1.25m internal diameter MoJet® with an equivalent conventional jet fan. Mosen Ltd supported the testing with detailed aerodynamic design using 3D Computational Fluid Dynamics (CFD). The measurements indicated a dramatic increase in the in-tunnel thrust, for no increase in motor power consumption.
“The MoJet® technology represents the next generation of tunnel ventilation design, offering a reduction in the required number of jet fans and overall tunnel power demand, as well as a marked improvement in sustainability and energy efficiency,” Dr. Tarada concludes.
In TLT-Turbo’s 145-year long history of developing centrifugal and axial fans, every fan has always been carefully evaluated through extensive testing before being deemed fit for application. These tests were greatly enhanced when computational testing became available. More recently, Computational Fluid Dynamics (CFD) simulation has greatly enhanced not only TLT-Turbo’s ability to conduct thorough product testing but has also created opportunities for developing new and improved fan types.
According to Sabine Groh, Product Manager for industry fans at TLT-Turbo in Bad Hersfeld, Germany, every TLT-Turbo fan type once was carefully evaluated and aerodynamically measured in aerodynamic test stands before being released for application in the customer’s operating environment. “The arrival of stronger computer performance has allowed us to utilize CFD simulation which has had a massive effect on our ability to develop new products and to improve existing fan types.”
Groh explains that CFD has numerous advantages, all of which have become integral to TLT-Turbo’s product development. One of the greatest advantages is that CFD has enhanced the understanding of flow phenomena more efficiently than empirical testing. By using CFD it is possible to zoom in and out of any area within the simulated geometry to determine most advantageous or disadvantageous parts or geometries. With examination options such as vectorplot, a detailed analysis of the direction within the flow is possible. Similarly, using streamlineplot or velocityplot provides a detailed view of irregularities or aerodynamic phenomena.
“This analysis helps us understand the parts or geometries that cause flow separations and turbulence which allows us to address these in our product design. We can use the CFD simulations for the development or improvement of different fan types, blade geometries or spiral casing for centrifugal fans,” says Groh.
Additionally, TLT-Turbo uses CFD to understand problems in the flow of a given customer application that might result in a loss of pressure, efficiency or untypical wear of parts exposed to the flow. This equips TLT-Turbo with the knowledge needed to carry out retrofitting and product enhancements to ensure improved future performance (see flow optimization use case below).
Flow Optimization Case Study
At a European power plant, a centrifugal fan was controlled by an inlet vane control. During operation, the blades of the vane were rattling after a while and needed repair. After replacement, the same blades were showing the same failure after some operation time. Figure 1 below shows the blade of the inlet vane control dismounted of the socket.
Figure 1: blade shaft of inlet vane control with too much clearance in the socket
It was assumed that the flow was not homogeneous before it reached the inlet vane control blade, and the use of air guiding plates was considered to correct the flow. Through the use of CFD, this pattern could be more deeply investigated resulting in a superior solution.
Groh unpacks the process and explains how a better solution was found using CFD: “Each CFD requires four process steps. The first step is the creation of the 3D model of the geometry to be analyzed. The second step is discretization. This involves creating a three dimensional computational mesh in the model for the volume in which the medium flows. The third step is defining the boundary conditions for the simulation and as the fourth step, the simulation of the flow can be performed.”
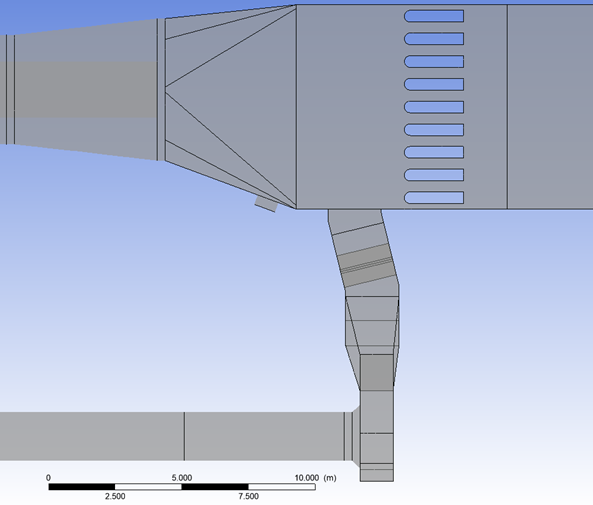
In this specific instance, the ductwork ahead of the malfunctioning inlet vane control, the blades of the closure unit itself and the suction box behind the closure unit were all rendered in 3D models. Figure 2 below shows the geometry that was analyzed in detail in the computer model. The ductwork upstream and downstream was included to ensure the stability of the calculation in the simulation.
Figure 2: Scope of detailed simulation in the plant
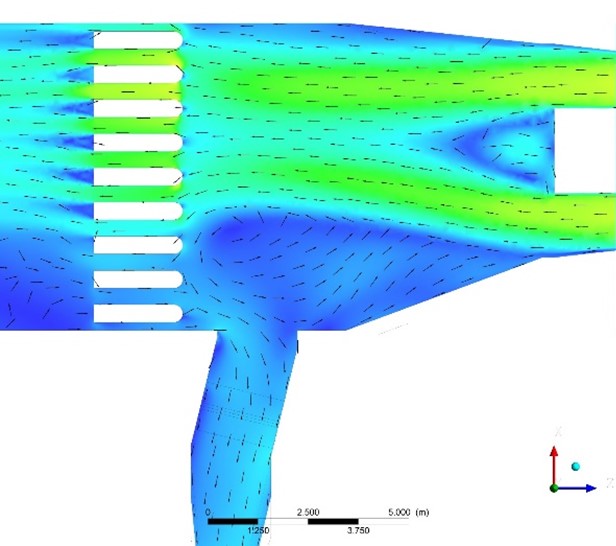
After meshing of the 3D model, a simulation was performed to determine the direction of the stream in the ducting ahead the inlet vane control in more detail. Figure 3 below shows the result of the simulation.
Figure 3: direction of the stream in the ductwork ahead of the inlet vane control
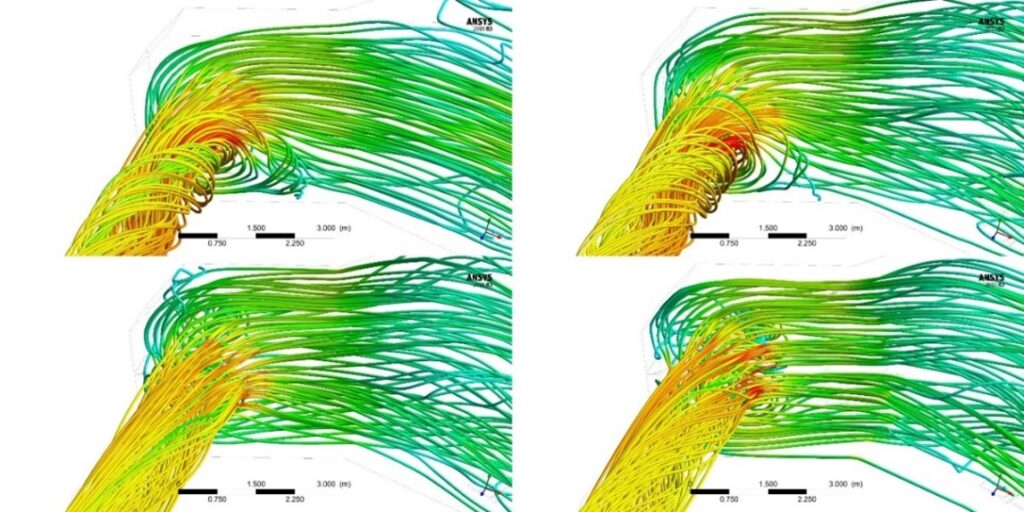
The simulation showed that a separation of the stream led to turbulence in the flow ahead of the closure unit. With the validated conclusions of the simulation, TLT-Turbo was able to investigate different proposed solutions to remedy the problem. Figure 4 below shows the streamline plots of these different solutions.
Figure 4: Comparison of different countermeasures against the turbulence
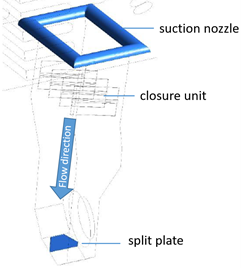
The conclusion was that a combination of two countermeasures in the ducting would be the most advantageous solution. So ahead of the closure unit, TLT-Turbo installed a suction nozzle that helped guide the incoming flow into the duct (see blue colored suction nozzle in Figure 5 below).
Behind the closure unit, TLT-Turbo also welded a split plate (blue colored plate in Figure 5) into the suction box to help guide the stream further into the inlet vane control ahead of the centrifugal fan.
Figure 5: implemented solution to solve the problem with the inlet vane control
In Conclusion
The use of CFD has become an essential tool to TLT-Turbo for the development of new and more efficient fan types and blades. Instead of building numerous test models for each proposed blade or impeller type with subsequent aerodynamic model testing, different geometries can be compared in the CFD simulation directly. However, the value of CFD doesn´t end there. Increasingly, TLT-Turbo is also using CFD for aerodynamic optimization of flow in customer operating environments. That includes solving aerodynamic problems such as the example above, and for reducing wear, pressure loss or in general creating a more homogenous flow of the gas or air in the plant to maximize efficiency. Finally, the success of performance improvements as a result of replacing a fan in an existing casing, can be verified.
TLT-Turbo (GmbH), a leading supplier of ventilation equipment and systems has received a contract to provide longitudinal ventilation and escape route ventilation for the Baregg Tunnel project through a call for tender by the Swiss Federal Roads Office, ASTRA, based in Zofingen, Switzerland.
The scope of TLT-Turbo’s delivery on the project includes 16 stainless steel, dual-speed jet fans. The jet fans will meet the project’s temperature requirement of 250 °C/2 h. The contract also includes the supply of an extensive array of services including project management, documentation of performance and technical specifications, inspections, QA, testing, training of operating personnel and future maintenance. The order is currently being processed with completion of the installation expected by January 2024.
The Baregg tunnel and the Neuenhof covering are part of Switzerland’s N01 route, located between the exits and entrances of Baden-West and Wettingen. This section is known as one of the busiest sections of the Swiss national road network.
TLT-Turbo Head of Tunnel and Metro division, Jürgen Steltmann, said: “We scoped out this project by starting with a dimensional survey and inspection of the existing tunnel structure. This will be followed by planning, fabrication, factory tests and finally delivery and installation. We are confident that our approach will result in a ventilation solution that meets the requirements of the Baregg Tunnel project and ensures and safe environment for commuters.”
TLT-Turbo has over 100 years of experience in ventilation technology and has been developing, manufacturing, and constructing fans and ventilation systems for more than 40 years. This extensive experience has been consistently incorporated into the development of their tunnel ventilation systems.
According to Steltmann, to ensure a safe environment inside tunnels, TLT-Turbo’s foremost consideration is smoke. “In an emergency, smoke is one of the major hazards for people in an underground tunnel. Our ventilation systems provide clear visibility for escape routes. In case of fire, our Metro and Tunnel fans provide smoke free emergency exit routes.”
“Our other key considerations are quality, noise abatement and energy efficiency. Our fans are tested according to EN 12101-3 give tunnel operators peace of mind that they are receiving ventilation equipment that meets their specifications and is of the highest quality. From there, TLT-Turbo combines specially selected materials, highly heat-resistant motors and design precision to blend quality assurance with the highest economic efficiency,” Steltmann explains.
The aerodynamic features of TLT-Turbo’s Jet Fan range guarantee low power consumption and installation costs. They also help to keep the acoustic noise low. These fans may be used in tunnel sections as jet fans with free inlet and outlet and as axial fans in ducted installations. The success story of these fans started in the early 1970’s in the Alps and several important Alptransit-routes have been equipped with TLT-Turbo tunnel fans since then – including ventilation for the longest railway tunnel worldwide in the Gotthard Base Tunnel.
“Our track record combined with the fact we have well-trained, experienced staff who collaborate with leading international consultants to ensure that we meet expected international standards are what have made TLT-Turbo not just a supplier, but a preferred tunnel and metro ventilation partner renowned for redefining ventilation quality and performance,” Steltmann concludes.
Long lasting equipment is a must have for many industries due to the cost savings that can be derived from a longer lifespan on equipment and components. At their recently upgraded testing facility, TLT-Turbo GmbH are using a new research methodology based on dust particulate samples from steel manufacturing and processing facilities to determine the best solutions for minimizing wear on ventilation equipment based on the unique abrasive factors of this specific operating environment.
TLT Turbo GmbH is one of the world’s leading suppliers of heavy-duty centrifugal fans designed to operate efficiently in the most challenging applications. In the steel industry, these fans are exposed to high dust loads which causes them to prematurely fail due to faster wear. To determine the best solutions for slowing wear and tear, TLT-Turbo researchers procured original samples of the dust present at customer facilities and used these to investigate the reasons for wear and to determine remedies for reducing it.
Factors Affecting Wear on Fans
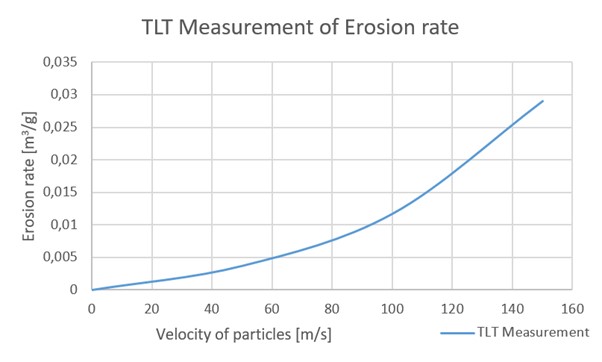
According to Sabine Groh, Product Manager for industry fans at TLT-Turbo in Bad Hersfeld, Germany, the main contributing factor to wear is the velocity of the abrasive particle. The erosion rate measurement below illustrates the exponential increase in the erosion rate based on velocity.
(Above) Figure 1: Erosion rate in relation to velocity of particles
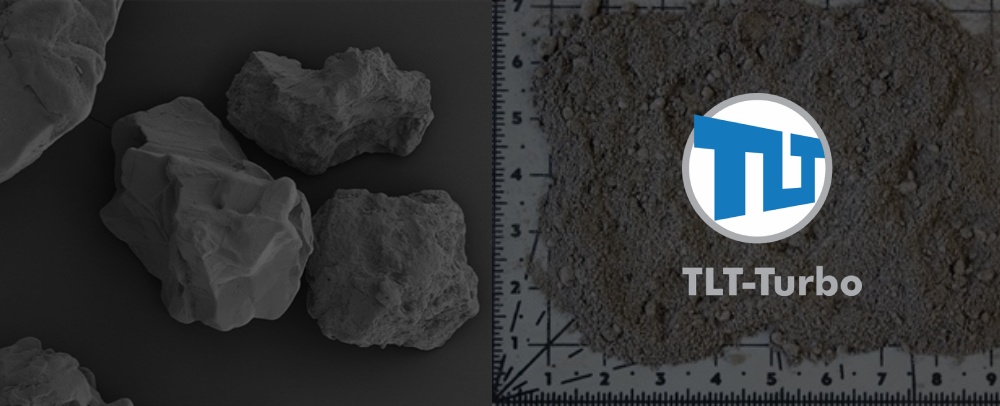
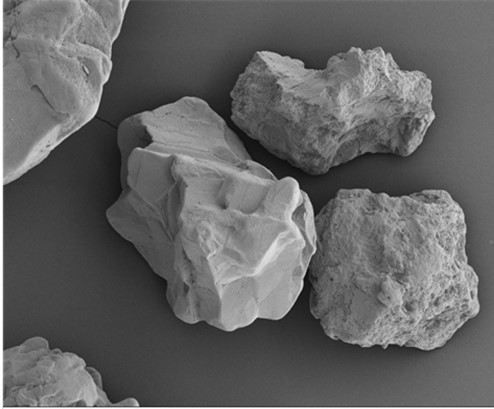
Groh states that additional factors include hardness, shape, number of particles and the angle between the particle jet and the surface of the fan component. The image below provides an indication of the typical shape of the abrasive particles used for research at TLT-Turbo’s newly upgraded particle jet test stand in Zweibrücken.
(Above) Figure 2: Magnified image of typical dust used in particle jet experiments
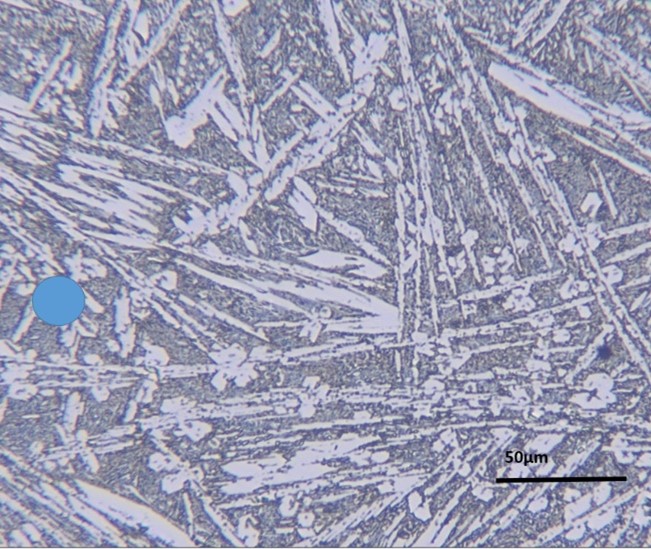
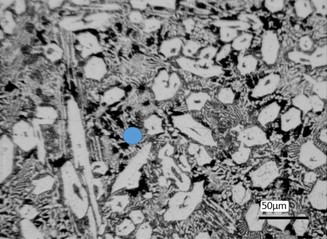
Finally, Groh argues that the particle size in comparison to the size and distribution of grain of the coating also plays a role. Figure 3 below shows a micrograph of a hardfacing layer suitable for abrasive dust with small particle sizes using a prototypical particle of 20µm. Figure 4 below shows a micrograph of a common Chrome Carbide hardfacing with a prototypical particle of 20µm as well. “In Figure 3 we can observe that the particle is less able to wash out the matrix because of the more homogenous distribution of the smaller grains. Figure 4 however shows that the large grain size and large distribution allows for easier erosion of the matrix,” Groh explains.
(Above) Figure 3: 250x magnified photomicrograph of special Hardfacing optimized for small abrasive
This proves that if the abrasive particles are small enough to impinge between the relatively hard grains of a hardfacing, then the matrix will be washed away and the grains will easily fall out afterwards. If the grains of the hardfacing are small enough with less space between them, matrix erosion will be prevented and the hardfacing will have a higher durability.
Emerging Research Trends
Over the last 10 years, TLT-Turbo performed thousands of particle jet tests to determine the erosion rate of different coatings and materials. To achieve a comparison between these coatings, a standardized test sand with a specific grain size distribution was utilized as abrasive material (as illustrated in Figure 2 above).
“TLT-Turbo has developed an extensive database on the erosion rates of different coatings and materials that have been exposed to the test sand at different angles and velocities. This database allows us to select promising solutions for customer’s abrasive problems,” says Groh.
TLT-Turbo has recently upgraded its test equipment and now has the capability to test using original dust supplied by the customer. Groh explains that this allows for the specific customer application, with all major influencing factors to be reproduced. In addition to the velocity and angle of the abrasive dust, a realistic indication of particle size, shape and hardness can now contribute to more accurate test results. “This means that we can provide a more definitive prediction of how a change in wear protection will affect the service lifespan of the equipment to each customer.”
Wear Test Case
The TLT-Turbo test lab asked a European customer to provide samples of dust from their facility for testing to determine how they could benefit from a coating solution suited to their specific application and environmental challenges.
(Above) Figure 5: A sample of the dust provided for testing
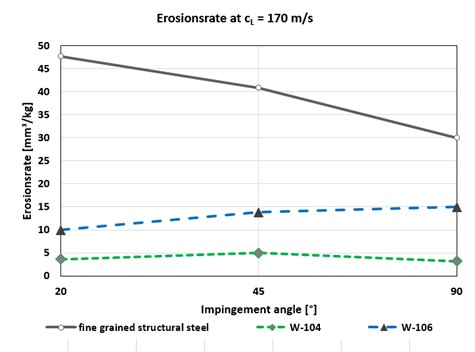
From this specific dust particle sample, the grain size distribution was determined by performing a sieve analysis. Particle jet experiments were then performed on two preselected coatings. These experiments are in accordance with the norm DIN 50332 and were executed for three angles: 20°, 45° and 90°.
Figure 6 below illustrates the test results. The TLT W-104 coating was determined to be the best alternative for all impact angles, however the superiority of W-104 is best illustrated when used for the 90° impact angle.
(Above) Figure 6: Erosion rate of customer dust for preselected coatings
In extremely abrasive applications, the choice of wear protection determines the service life of the fan. The upgraded test lab and particle jet test stand has afforded TLT-Turbo engineers a deeper understanding of the mechanisms behind wear and the effects of specialized solutions. This has led to new approaches in product advancement and development that are grounded in providing solutions that meet market requirements.
“The ability to use the original dust from the customer’s facility and duplicate the conditions such as velocity and the impingement angle on the coating, allows us to determine how all these factors including the shape, size and hardness of the abrasive particles affect erosion rates. TLT-Turbo has taken another great step forward in being able to reliably calculate the effect that changing in coatings to prevent wear will have on extending the service life of ventilation equipment. Establishing the best solution for wear related challenges now becomes a collaboration between TLT-Turbo and the customer.” Groh concludes.
We are excited to announce that an order has been secured for the supply of TLT-Turbo MVR fans from a globally renowned manufacturer for installation at an instant coffee production facility in Colombia.
Securing of this order comes after extensive engagement with this client over the past 4 years. The commitment and perseverance of the sales representatives involved, and the MVR team is highly commendable. Having a relationship with this client already in place means that this order may be the first step in a long-term strategic partnership.
The MVR fan that will be supplied is from the new Low Flow MVR Series. Having been in development for the past 18 months, this new addition to the MVR range is characterized by having a significantly smaller and more compact size while still delivering higher efficiencies. The development of this range is an exceptional achievement of our R&D department and product management team. Their delivery of this new range has allowed us to enter the small mass flows market which makes us more competitive.
The scope of work for the delivery, includes the supply of a 120kW drive power, approx. 4,500 kg/h mass flow, >83% efficiency high-speed MVR fan. The final installation site is an instant coffee production facility located in Medellin, Colombia.
The securing of this contract has already caught the attention of other global coffee producers and bodes well for the continued growth of our MVR department.
For more information on the TLT-Turbo MVR Range, click here.
Global ventilation fans and systems manufacturer, TLT-Turbo GmbH, has announced the launch of their new Low Flow MVR Fan Series. As a more compact alternative to TLT-Turbo’s existing larger-capacity MVR range, the new low flow series promises the same uncompromising efficiency that clients have come to expect from TLT-Turbo ventilation equipment.
Having been in development for the past 18 months, this new addition to the MVR (Mechanical Vapor Recompression) range is characterized by having a significantly smaller and more compact size while still delivering higher efficiencies.
In comparison to the existing MVR range, these fans are designed for lower mass flows at medium inlet temperatures. “The maximum speed is 6500 rpm. This limitation is mainly due to the fact that there are no faster rotating motors available in this range and for this application,” explains Mario Schmidt, Head of Business Segment Vapor Fans, TLT-Turbo. He adds that this range is ideally suited to industrial applications focused on the concentration of liquids.
The new Low Flow MVR series elegantly combines all the advantages and features of all other TLT-Turbo MVR series, including maintenance-free, long wear hybrid ceramic bearings and high efficiencies as well as speed-, temperature- and vibration monitoring. The fans are designed to achieve temperature increases up to 11°C while maintaining efficiencies of up to 83%.
“The development of this range is an exceptional achievement of our R&D department and product management team. The expansion of our current MVR offering has allowed us to enter the small mass flows market which makes us more competitive.”
The design of the new series was carefully considered, ensuring that all major customer and application requirements are met. Schmidt explains that these fans are made to deliver on performance. “The fans are available 24/7 with a wide range of operating points and high efficiencies of up to 83% depending on inlet temperatures and specified temperature increases. In addition to this, the fans are VFD controlled.”
The highest quality and safety standards are met by using only high quality and proven components. The fans’ monitoring devices are included with the installation, and all models are rigorously tested, and FEM calculated. Like their larger counterparts, the Low Flow MVR Series is manufactured using hybrid ceramic bearings that are lifetime greased and can be operated for up to 10 years without requiring maintenance. To enhance this benefit for clients, TLT-Turbo introduced an additional device to the fan’s design that allows for the bearing to be re-greased from the outside in order to further simplify maintenance and to increase the fans’ service life. “Maintenance is made even easier for our customers with the option for them to make use of our remote performance and maintenance checks.”
The new Low Flow MVR Series is manufactured at TLT-Turbo’s dedicated facility based in Germany and is available globally. An order has already been secured for the supply of TLT-Turbo Low Flow MVR fans from a globally renowned manufacturer for installation at an instant coffee production facility in Colombia. “The securing of this contract has already caught the attention of other global coffee producers and bodes well for the continued growth of our MVR division,” says Schmidt.
“TLT-Turbo is known for redefining ventilation, and this means we constantly strive to set new standards. With respect to all previous MVR series, TLT-Turbo is the first manufacturer to use hybrid ceramic bearings. In addition, all TLT-Turbo MVR fans are aerodynamically optimized and offer high efficiency. For further developments, new materials and manufacturing methods are also continually investigated to ensure that our customers benefit from the latest innovations. Our MVR range has been trusted for use in applications with stringent hygienic requirements such as highly polished impellers and housings. This, and all the other innovations showcased in the new series is the result of an almost 150-year track record in the design and production of industrial fans,” Schmidt concludes.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.